
2024. 11. 1. 08:01ㆍ전기자동차
레거시 업체들의 발상으로는 도저히 도입할 수 없었던 기술이 하나 있었죠.
바로 테슬라가 혁명적으로 도입했던 기가캐스팅입니다.
기가 캐스트를 도입하여 운영하는 중국 업체의 동향과 26년 적용을 목표로 하는 현대차, 요타, 혼다의 동향을 정리해 보고 기가캐스트가 제조 원가를 대폭적으로 절감할 수 있는 만능의 생산기술인지, 누구나 다 사용할 수 있는지, 운영상의 문제점은 어떤 것이 있는지도 분석하려고 합니다.

레거시 업체들은 오랫동안 바디 공정에서 프레스로 성형한 후 부품을 수많은 로봇이 자동으로 용접하면서 차체를 만들어봤습니다. 테슬라도 모델 3의 프런트와 리어 언더바디 구조를 프레스로 성형한 171개의 부품을 용접하여 만들었습니다.

그러나 모델 Y에서는 동일한 구조를 기가 캐스팅으로 단 2개의 부품으로 만들어내는 혁신을 이루었습니다.
기가 캐스팅은 먼저 알루늄 합금 재료에 열을 가해서 용탕 (molten aluminum)으로 만듭니다.
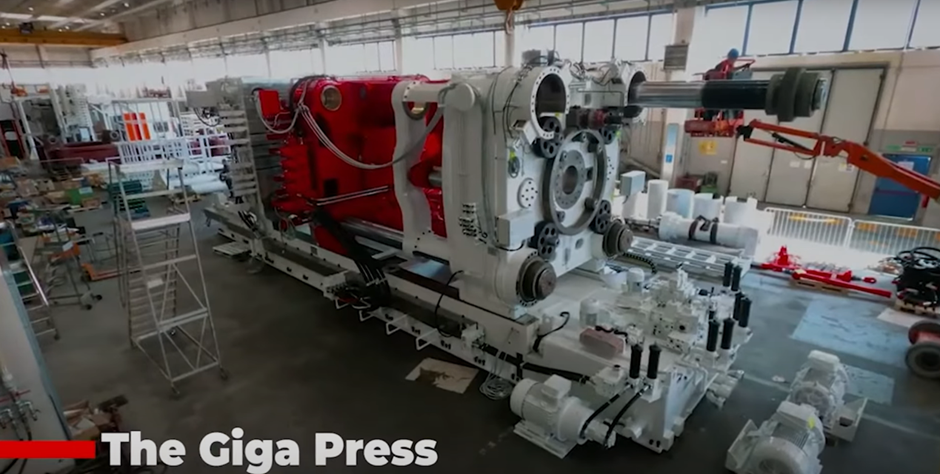
이 용탕을 거대한 금형에 고속, 고압으로 주입한 후에 냉각시키면 대형 일체형 성형품을 얻을 수 있는 생산기술입니다. 일론 머스크는 복잡한 공정으로 차를 만드는 것을 보고 장난감처럼 더 쉽게 만들 수 없을 거라는 문제의식으로 기가 캐스트 아이디어를 냈습니다. 그러나 이를 실현하기 위해서 여러 군데 업체에 문의했지만 요구한 사이즈가 너무 커서 거절당했는데 기대에 부응한 유일한 곳은 이탈리아의 IDRA였습니다.
반면 레거시 업체들은 수많은 개별 부품을 조합해서 대형 부품을 만드는 것이 상식이었기 때문에 처음에는 자동차 만드는 것과 장난감 만드는 것이 차이를 모르는 아마추어 발상이라면서 냉담하게 바라보고 있었습니다.
기가 캐스트를 도입하는 이점은 복잡한 영상의 대형 부품을 한 번에 성형화할 수 있다는 점에 더해서 용접 로봇을 대폭 줄일 수 있고, 공장 면적도 줄일 수 있습니다. 또한 일체형 성형품으로 제작하면 강도와 강성이 높아지면서 조종 안정성을 향상할 수도 있고, 경량화로 전비 향상은 물론 재활용 면에서도 장점이 있습니다. 이 중에서도 가장 큰 이점은 생산성과 제조원가 절감에 있다고 할 수 있습니다.
2022년 기준 테슬라가 베를린 공장에서 생산한 모델 Y와 폭스바겐 ID 3의 생산성 비교에서 테슬라가 3배나 우수했습니다. 제조원가는 새롭게 설치한 전기차 공장을 기준해서 기존 방식에 비해 이 20%에서 40% 절감할 수 있는 것으로 나타나고 있습니다.
이러한 이점을 일찍 간파한 중국의 신생업체들은 매우 공격적으로 이 생산기술을 도입해 왔습니다. 중국 업체 중 가장 먼저 도입한 곳은 니오였습니다.

니오는 테슬라보다 14개월 정도 늦은 21년 12월 ET5라는 차종에 이 방식을 도입했습니다. 그러나 처음에는 리어 언더바디를 하나로 만들 수 없어서 이분할 방식으로 대응했습니다. 1년 동안 기술을 구축한 니오는 22년 12월 ES8에 테슬라의 모델 Y처럼 만들 수 있었습니다. 니오에 이어 지커, 샤오펑, 화웨이, 리오토, 그리고 샤오미도 도입했습니다. 이처럼 중국 업체들이 레거시 업체보다 빨리 기가 캐스트를 도입한 배경에는 몇 가지 이유가 있다고 보입니다.
첫 번째는 세계 제1위 시장을 가진 중국에서 기술에 앞선 신생 업체들이 많이 있기 때문입니다. 레거시 업체가 아닌 신생업체들이 기가 캐스팅을 도입했을 때 이점이 더 많습니다. 기가 캐스팅을 도입하면 확실히 공수를 크게 줄일 수 있습니다. 하지만 재료비는 강판에서 알루미늄 합금으로 바뀌기 때문에 코스트는 올라갑니다.
실제로 제품을 성형하려면 기가 플러스 본체를 구입하는 것 말고도 용해로와 이형제를 분사하는 스프레이, 이성용 로봇, 금형 온도 조절기 등 주변 장비가 대거 필요합니다.

게다가 120톤에 달하는 금형을 기가 프레스에 설치하거나 탈착착하기 위해 매우 튼튼한 천정 크레인까지 준비해야 합니다. 이것들을 갖추는 데만 수백억 원을 훌쩍 넘는 초기 투자 비용이 소요되기 때문에 기존 공장을 갖고 있는 레거시 업체에게는 이점이 그다지 없습니다. 여기에 테슬라를 포함하여 중국의 신생업체들은 지금 운영하고 있는 차종 수가 적은 편입니다. 현재 기가 캐스트에서 생산되는 부품을 탑재하고 있는 차는 테슬라가 두 차종, 니오가 세 차종으로 최대입니다.
그렇다면 왜 이렇게 차종을 한정해서 운영하고 있을까요?
6500톤급의 다이 캐스팅에 들어가는 금형값은 수십억 원으로 매우 비싸고 중량도 120톤 정도나 됩니다.
이렇게 비싸고 무거운 금형을 다차종 용도로 다수의 금형을 준비하여 교체하면서 제품을 성형하는 것은 제조 비용 측면에서, 공장 공간 측면에서도 그리고 현장 운영 측면에서도 현실적이지 못합니다. 따라서 제품의 종류를 줄여야 합니다. 세계 각 시장에 여러 차종을 투입하는 것이 아니라 몇 가지 종류로 한정된 세계 동일 모델을 전개하는 방식에 적합하다고 할 수 있습니다.
두 번째는 기가 캐스트 설비를 만드는 업체 수가 이태리에 2개, 일본에 2개, 스위스의 1개사인데, 중국에는 6개사로 압도적으로 많은 영향도 있다고 보입니다.
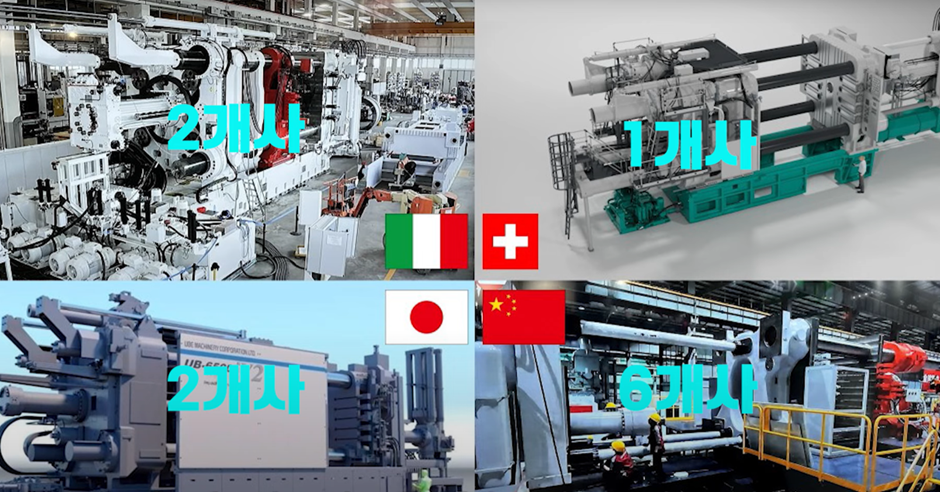
우리에게 비교적 잘 알려진 이탈리아 회사인 IDRA의 주인이 실질적으로 중국의 LK 테크놀로지 홀딩스인 점을 고려하면 배터리처럼 기가 캐스트 설비도 중국 업체들이 주도하고 있는 편입니다.
그러나 설비만 있다고 해서 기가 캐스트의 장점이 발휘되지는 않을 것입니다.
알루미늄 합금의 소재 선택이라든지 외부 충격에 얼마나 견딜 수 있는지, 사고 발생 시 수리 용이성에 대한 연구 개발력도 충분히 갖추어야 합니다. 소재 선택에 대해서 기가 캐스트를 가장 먼저 도입한 미국의 테슬라는 자체 개발한 알루미늄 합금을 사용합니다. 중국의 샤오미는 열처리 다이게스팅 소재 “Xiaomi Titans Meta”l을 개발했습니다. 니오는 미국 Alcoa의 “C611 EGCast”를 채택했습니다. 지커는 중국 Suzhou Huijin Smart material Technology와 공동으로 알루미늄 합금 신소재 “Xianjing”을 개발해 왔는데 이 소재를 사용하고 있지 않나 생각됩니다.
소재뿐만 아니라 이를 잘 활용하기 위해서는 그에 상응하는 노하우에 축적도 필요합니다. 예를 들면 다이게스팅은 성형 시 공기 접촉이나 수축되어 굳는 상태에서 주조 결함이라고 할 수 있는 주조 기포가 생기기 쉽다는 문제점도 있습니다. 당연히 성형품에 주조 기포가 생기게 되면 강도나 강성 등 성능이 부족해 불량품이 됩니다.

대형 성형품은 제조 코스트가 높기 때문에 불량품을 만들었을 때 손실은 크다고 할 수 있습니다. 작업자 확보나 교육도 쉽지 않은 편입니다. 무엇보다도 금형 체결력이 6천 톤급인 다이캐스팅 머신의 경우 탱크의 길이가 20m, 폭과 높이가 7m가 넘습니다. 이렇게 거대한 생산 설비를 매일 효율적으로 운영하고 유지보수하는 것도 보통 일은 아닐 것입니다.
또한 기가 캐스트를 활용하려면 차량 충돌 시 충격을 흡수할 수 있는 Crushable zone과 충돌 시 변형되지 않은 보호존의 설계가 잘 되어 있어야 하고 충돌 후 파손되었을 때 정비의 용이성도 충분히 고려돼야 합니다.

레거시 업체들은 기가 캐스트를 적용한 테슬라와 중국 업체의 차량의 완성도를 보고 이제 이들을 따라 하기 시작했습니다. 기존의 생산기술로 본격적인 전기차를 만들었을 때 코스트 경쟁력이 떨어지겠다는 위기감을 강하게 느낀 것입니다.
GM은 테슬라 기가 캐스트 도입 당시 같이 일했던 Tooling & Equipment International사를 인수하여 저가의 차를 생산하는 전략을 구체화하고 있습니다.

현대차는 울산의 전기차 전용 공장과 함께 기가 캐스팅 공장도 건설하여 2026년 양산을 목표로 하고 있습니다.

현대차는 이탈리아 IDRA에 9천 톤급의 2대의 주조기를 주문했습니다.

토요타와 혼다는 2026년 리사는 27년 양산 적용을 목표로 하고 있습니다만 이들은 신뢰성과 코스트를 중시해 왔기 때문에 기술을 축적하면서 확대해 가겠다는 신중한 전략입니다.
우선 이들이 도입하는 주조기의 체결력은 테슬라나 중국 업체의 것보다 작은 6천 톤급을 선택했습니다.
토요탸는 26년에 출시하는 고급차 브랜드 렉서스의 차세대 EV LF-Z에 기가 캐스트를 적용하려는 목표를 가지고 있습니다.
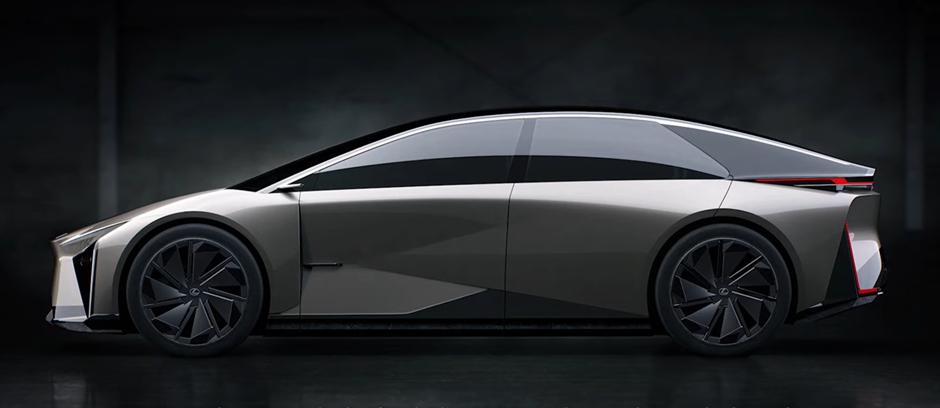
차체를 프런트, 센터, 리어 등 3개로 나누어 프런트와 리어 부분을 기가 캐스트로 성형하려고 하고 있습니다. 그러나 요타는 일본 자사 공장의 양산용이 아닌 시제작 부품 제작 용도로 4천 톤급 주조 설비를 올해 도입하여 시제품 제작을 합니다.

실제로 부품수와 공정 수요의 감소와 차체 경량화로 이어질 수 있는지 등을 먼저 확인하는 전략입니다. 이렇게 돌다리를 두들기면서도 토요타는 테슬라의 Unboxed 프로세스에 대응할 수 있는 새로운 토요타 생산 방식까지를 고려하면서 추진하고 있습니다.

혼다의 기가 캐스팅 전략은 두 단계로 나누어서 1단계는 2026년 목표로 배터리 팩 케이스부터 시작하고 2단계로 2028년부터 바디 부품에 적용하려는 계획입니다.
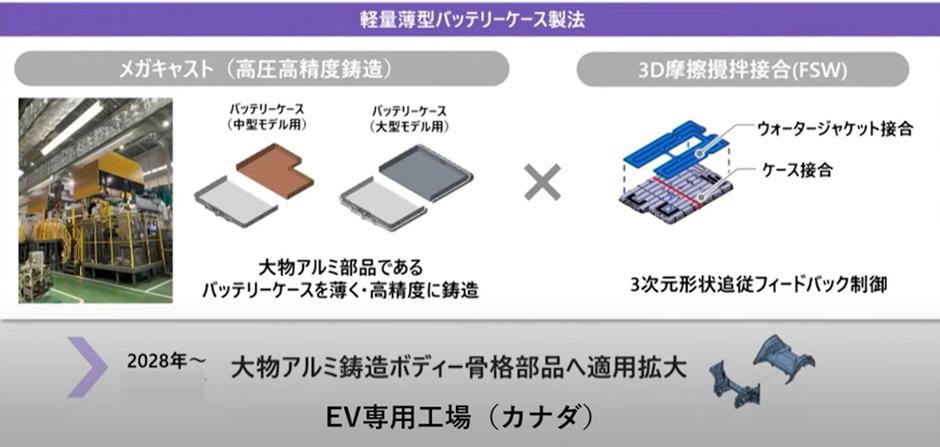
배터리 팩 케이스는 2개의 대형 부품으로 나누어 각각 기각 캐스트로 성형하는데, 기존 60개가 넘는 배터리 케이스와 부대 부품을 5개의 부품으로 크게 줄이는 목표입니다. 또한 배터리 케이스와 워터잭 용접에 Friction stir welding 기법을 적용하여 생산 효율 향상과 투자비 축소 효과를 동시에 달성하려고 하고 있습니다.

혼다는 제로 시리즈 차량의 상품 컨셉에 맞게 배터리백 전체를 얇게 만들어 전고를 낮추려고 하고 있습니다.

기가 캐스트용 주조기는 더 크고 더 높은 압력이 요구되는 추세에 대응하여 중국의 LK machinery는 이미 1만 6천 톤급을 발표했습니다.


테슬라와 중국 업체는 프런트 센터, 리어 언더바디 전체를 한 번에 성형하여 제조원가를 혁명적으로 낮추는 데 도전하고 있습니다. 또 다른 움직임으로 지커는 리어 언더바디의 3 분할 가능한 구조 검토 내용을 특허로 등록했습니다.

가장 큰 특징은 리어 언더바디를 중앙 바닥과 좌우에 인너펜더의 세계 구조로 만들었다는 점입니다. 언뜻 보면 부품 수 감소가 장점인 기가 캐스팅 컨셉에 반하는 구조지만 재원이 다른 차종이라도 중앙 바닥 부분은 공유하고 내부 밴드 부분만 변경하면 금형 수를 줄여 비용을 절감할 수 있는 장점이 있습니다. 또 하나는 다이캐스팅 일체 성형을 언더바디가 아닌 사이드 프레임까지 적용하는 구상입니다. 이 특허의 실현 가능성에는 의문이 남지만 다른 메이크와 차별화를 노리는 중국 업체들의 적극적인 자세를 엿볼 수 있습니다. 이처럼 자동차 산업의 생산성 향상 노력에 게임 체인저가 일어나고 있습니다.
기가 캐스트 활용 확대에 따라 소재의 중심은 스틸에서 단숨에 알루미늄 합금 소재로 대체될 가능성도 보입니다. 철강회사와 프레스 부품을 주로 하던 부품 업체들의 기가 캐스트의 출연은 무풍지대를 폭풍 전야로 바꿔놓고 있습니다.
출처: "테슬라와 중국업체가 선행하는 기가캐스트! 레거시 업체의 대응 동향은?"
'전기자동차' 카테고리의 다른 글
| 트럼프 당선이 자동차 업체들에 미치는 영향 (5) | 2024.11.08 |
|---|---|
| 자동차 업체가 전기차를 팔지 못하면 일어날 일들 (6) | 2024.11.06 |
| 수소 대 배터리: 미래의 트럭을 위한 경쟁 (4) | 2024.10.03 |
| 전기차 판매 감속에 대응하는 OEM들의 생존전략 (2) | 2024.04.07 |
| 유럽 전기차 시장의 변화_당근에서 채찍으로 (0) | 2024.03.05 |